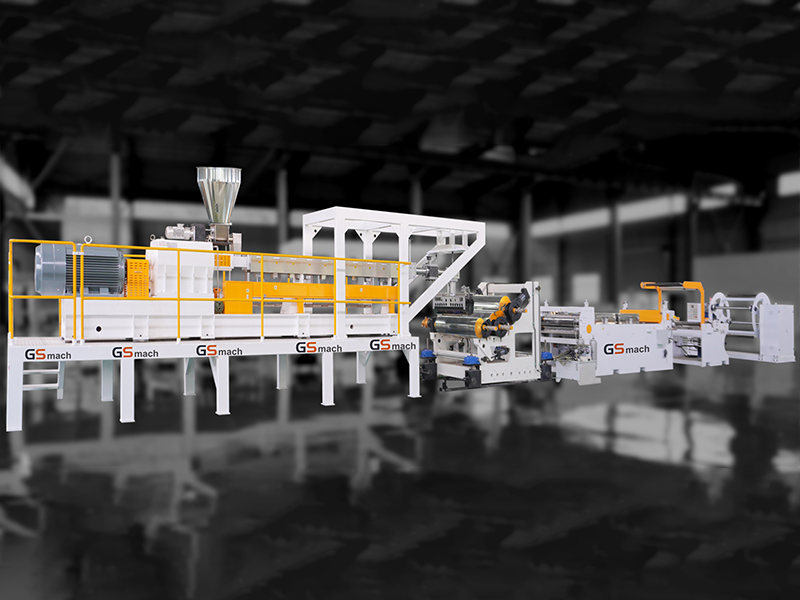
La ingeniería de compuestos plásticos involucra principalmente la extrusora de doble tornillo que se puede aplicar en numerosas situaciones.
La extrusora Ecoextruders con caja de engranajes de alto par está especialmente diseñada para esta aplicación.
Procesamiento de Plásticos de Ingeniería
Varios métodos de procesamiento diferentes
1) Compuesto de refuerzo de fibra corta
2) Termoplástico de fibra larga (LFT)
① Línea de extrusión de cintas termoplásticas unidireccionales (cintas UD)
② LFT-G (compuesto termoplástico de fibra larga para moldeo indirecto)
| Plásticos generales de ingeniería | Plástico de ingeniería avanzada | Aditivos |
| PA6, PA66, PA46, PPA | PBI | Fibra de vidrio |
| abdominales | PAI | Fibra de carbon |
| POM-C, POM-H | OJEADA | Retardante de llama |
| MASCOTA | PPS | estabilizador ultravioleta |
| PC | PEI | antioxidante |
| PBT | fuente de alimentación | Anti estático |
| PE-(U)HMW | PVDF | pigmento de color |
Aplicaciones
El plástico de ingeniería es sensible al sobrecalentamiento y la degradación hidrolítica.
Nuestro extrusor con un par específico de 13 Nm/cm3 y una velocidad de 800 rpm puede obtener un mayor rendimiento con menos tiempo de residencia, mejor dispersión y un control de temperatura más preciso.

| Tipo | Diámetro del tornillo (mm) | máx. par por eje (Nm) | Salida (kg/h) |
| GS52 | 51.4 | 600 | 300-550 |
| GS65 | 62.4 | 600 | 500-850 |
| GS75 | 71.4 | 600 | 750-1250 |
b) Sistema de calefacción

En lugar del calentador de fundición tradicional (fuera del barril), usamos un calentador de cartuchos (fabricado en Alemania) dentro del barril, y ahorrará energía. El polímero se derretirá principalmente por calentamiento, no por elementos de amasado, por lo que la vida útil del tornillo y el barril es más larga y la calidad de la composición es mejor.
Con dos entradas y salidas en cada barril, enfriamiento más uniforme y más rápido.
El punto de apoyo del barril tradicional está debajo. Cuando se calienta, su expansión térmica es hacia arriba con un valor de 0,2 ~ 0,5 mm (diferencia hasta el tamaño de la extrusora) y espacios irregulares en la parte superior e inferior entre el tornillo y el cilindro.
El punto de apoyo del cilindro de la extrusora está en el medio. Cuando se calienta, la expansión térmica tiende hacia arriba y hacia abajo de manera uniforme, asegurando que la altura del centro esté en el horizonte y formando espacios consistentes y uniformes en la parte superior e inferior entre el tornillo y el cilindro.

Las hebras entran en la peletizadora automáticamente por el flujo de agua, incluso las hebras se rompen durante el cambio del filtro. Por lo tanto, casi no habrá desperdicio durante el proceso de fabricación.
Si el número de hebras supera las 25 piezas (la producción es de aproximadamente 800 kg/h), será más difícil para el operador manejar manualmente la hebra caliente en la peletizadora.
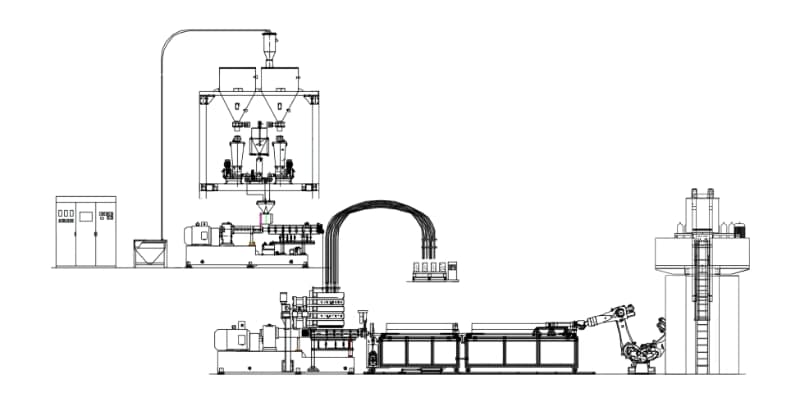
Agregue la forma de mecha o la fibra de vidrio cortada en la extrusora de doble tornillo directamente y mezcle con polímero, y obtendrá gránulos de 4 mm de longitud con una longitud de fibra de vidrio de 0,2 ~ 0,3 mm.
a) fibra de vidrio itinerante
Ubique 20 piezas de fibra mecha en el marco de soporte con transductor de peso: Mettler Toledo.
Coloque la fibra en el puerto de ventilación del quinto cilindro. Se introducirán en el cañón mediante doble tornillo.
Con controlador de peso para indicar la velocidad de alimentación (kg/h). Puede ajustar la capacidad de alimentación aumentando/disminuyendo la velocidad del tornillo o el número de fibras.
b) Fibra de vidrio cortada (con una longitud de 4~6 mm)
Alimentación en el quinto barril por alimentador lateral de dos etapas:
La etapa superior es un alimentador de pérdida de peso con control de salida.
El alimentador de etapa inferior funciona con velocidad fija para alimentación forzada.
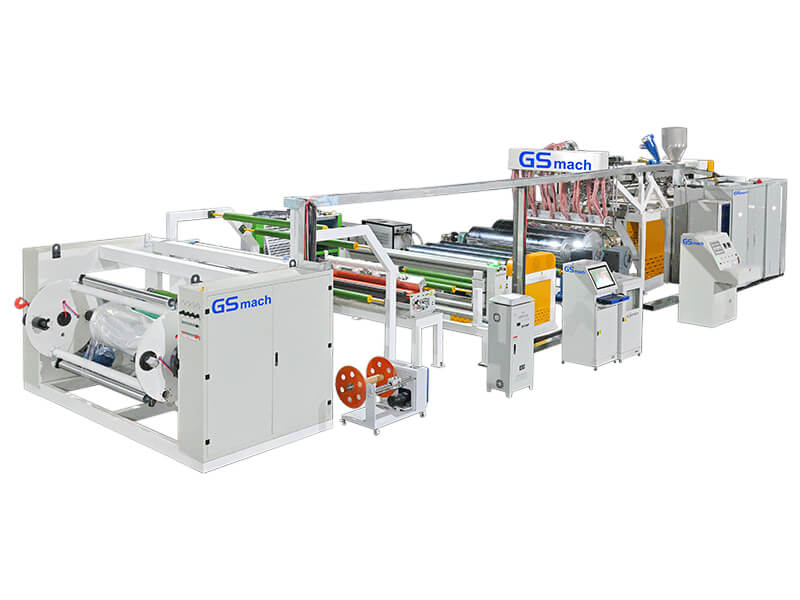
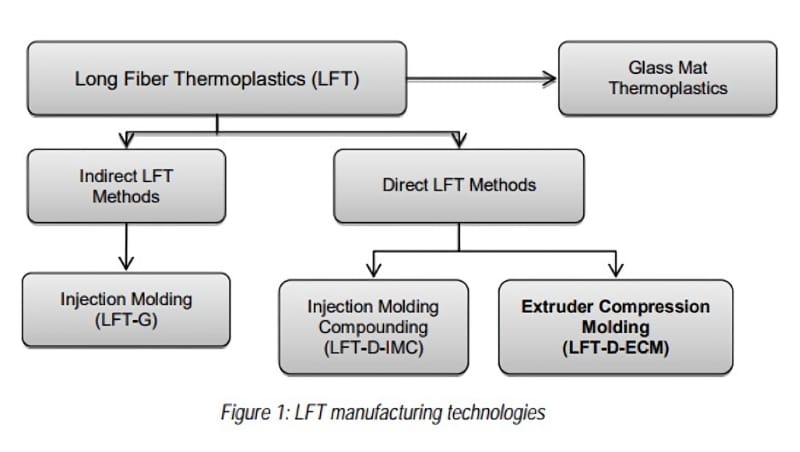
Las piezas LFT normalmente se fabrican utilizando uno de los tres métodos de procesamiento diferentes como se muestra en la siguiente Figura 1.
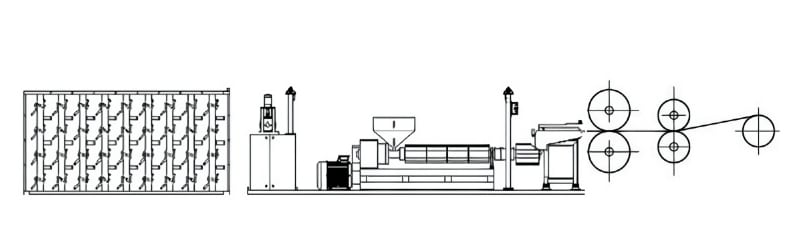
Agregue la fibra de vidrio/carbono de forma itinerante en el troquel en T, luego cubra con el polipropileno fundido PE/PP/PET de la extrusora. Obtendrá la hoja con un ancho de 610 ~ 1220 mm y un grosor de 0,25 ~ 0,4 mm. Se utiliza para paneles de pared de vehículos de construcción, camión/remolque.
Material: PP/PE/PET/PA, masterbatch, carbono itinerante/fibra de vidrio 50~60%
Extrusora: Extrusora de doble tornillo SAT40 o SAT52
El ancho efectivo: 610 mm o 1220 mm
Rango de tolerancia y espesor: 0,25~0,35 mm, +/- 0,02 mm
Velocidad de línea: 6-12 m/min
Descripción del diagrama de flujo:
Dispositivo giratorio de fibra de vidrio → Unidad de tracción → mezclador gravimétrico por lotes → alimentador de pérdida de peso → extrusora de doble tornillo → filtro de fusión → matriz de inmersión → sistema de calibración de presión → pila de enfriamiento y corte de bordes → bobinadora


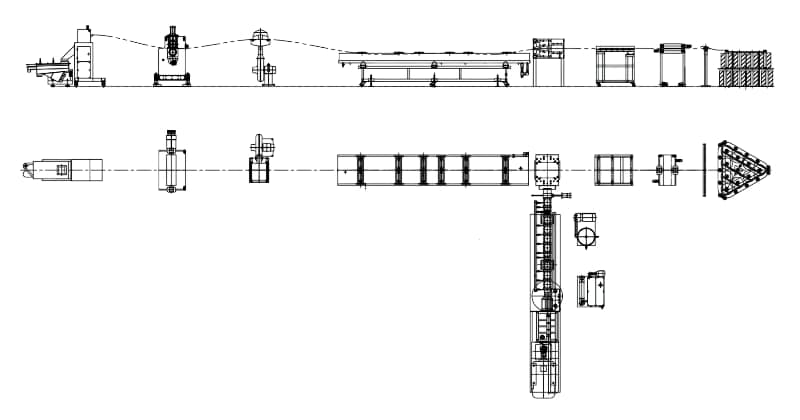
Agregue la fibra de vidrio de forma itinerante en el molde de impregnación, luego cubra con el polipropileno (PP) derretido de la extrusora de doble tornillo. Obtendrá los gránulos de 6-16 mm con el mismo vidrio de longitudfibra en el interior. Los pellets se utilizarán para cualquier producto mediante máquina de moldeo por inyección.
El módulo de LFT-G es el doble que el del termoplástico reforzado con fibra corta, mientras que la tensión de impacto es cuatro veces mayor, manteniendo su función sin ningún cambio a una temperatura de -30°C.
Implica combinar las materias primas (fibra y matriz) inmediatamente antes de ingresar a la moldeadora y evita la producción de un intermedio. Esto le da al fabricante la capacidad de mejorar las propiedades de la resina según lo requiera la aplicación mediante la adición de rellenos, retardadores de fuego y aditivos, al mismo tiempo que reduce significativamente los costos de materiales y solo establece un único historial de calor de la matriz. Este proceso directo se puede separar en dos procesos:
LFT-D-IMC (proceso de composición de moldeo por inyección de termoplástico de fibra larga)
Funde el polímero y lo mezcla con la fibra, se acopla a una máquina de moldeo por inyección.
LFT-D-ECM (moldeo por compresión de extrusor termoplástico de fibra larga)
Utiliza un sistema de dos extrusoras para la fusión de polímeros y la dosificación de fibras junto con una prensa hidráulica para el moldeo por compresión.
Hay dos ventajas principales para LFT-D-ECM sobre las otras dos tecnologías.
La primera es que los pasos de mezcla de fibras y compuestos están separados y, por lo tanto, ambas extrusoras pueden optimizarse individualmente para sus funciones específicas.
En segundo lugar, el material no está sujeto a los mismos altos niveles de estrés que en el moldeo por inyección, lo que ayuda a mantener la longitud de la fibra. Esto es fundamental porque las propiedades mecánicas de los termoplásticos reforzados con fibra dependen en gran medida de la longitud de la fibra. Por lo tanto, el proceso LFT-D-ECM brinda un grado máximo de libertad en términos de optimización de la elección del material, la modificación del polímero y los parámetros del proceso, lo cual es importante para las aplicaciones automotrices.
Compuesto LFT-G para aplicaciones de moldeo indirecto (extrusora de doble tornillo GS40)
Compuesto LFT-G para aplicaciones de moldeo indirecto (extrusora de doble tornillo GS52)
Compuesto LFT-G para aplicaciones de moldeo indirecto (extrusora de doble tornillo GS75)
Línea de producción continua de cinta compuesta termoplástica reforzada con fibra







WeChat : cassiebirthdayparty@gmail.com
Whatsapp : cassiebirthdayparty@gmail.com
Correo electrónico : cassiebirthdayparty@gmail.com
 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA